As featured in Waterline Winter 2025-26
Beating White Rust
The Importance of Passivating New Galvanised Cooling Systems
By Dr Yolla McCoy M.W.M.Soc MCIWEM C.WEM
Technical Director at Feedwater Limited
Research Background
The issue of white rust formation on galvanised steel surfaces, particularly within evaporative cooling systems, remains an area of concern that warrants ongoing attention. This paper revisits the topic following a recent consultation at a site where new galvanised coated cooling towers have been installed. The towers are constructed from mild steel with a zinc coating, designed to enhance corrosion resistance and system longevity.
Upon inspection, noticeable deterioration of the coating was observed. More concerningly, there was clear evidence that the underlying galvanised layer was beginning to break down (figure 1).
A review of the site’s commissioning data revealed that the new towers had been brought online without undergoing proper passivation—a critical step in protecting freshly galvanised surfaces from early-stage corrosion, particularly white rust.
After reviewing the site documentation, it became apparent that the company responsible for installing the new towers did not recommend passivating the systems. More critically, the site failed to communicate the installation of the new towers to the water treatment company. This lack of communication meant that the water treatment provider was not given the opportunity to assess the system, recommend appropriate pre-commissioning procedures, or implement passivation protocols to prevent white rust formation. As a result, key preventative measures were missed, increasing the risk of early corrosion and compromising the longevity and performance of the new towers (figure 1).
This case raises some important questions: why was passivation omitted and more broadly, how many cooling tower providers routinely omit the recommendation to passivate galvanised surfaces when installing and commissioning new systems?
This paper aims to explore the mechanisms and risk factors associated with white rust and provide guidance on best practices for minimising the likelihood of early coating failure in galvanised cooling towers.
Introduction
White rust formation on galvanised steel surfaces in evaporative cooling systems is a well-documented problem within the water treatment industry.
By definition, white rust is a zinc-based corrosion product that typically forms on newly galvanised surfaces under specific water chemistry conditions, particularly when protective passivation is not performed during initial system startup.
The issue with white rust has increased following the reduction of lead content in the Zinc coating due to environmental constraints, giving a much more susceptible zinc alloy (Keisyer, 2008).
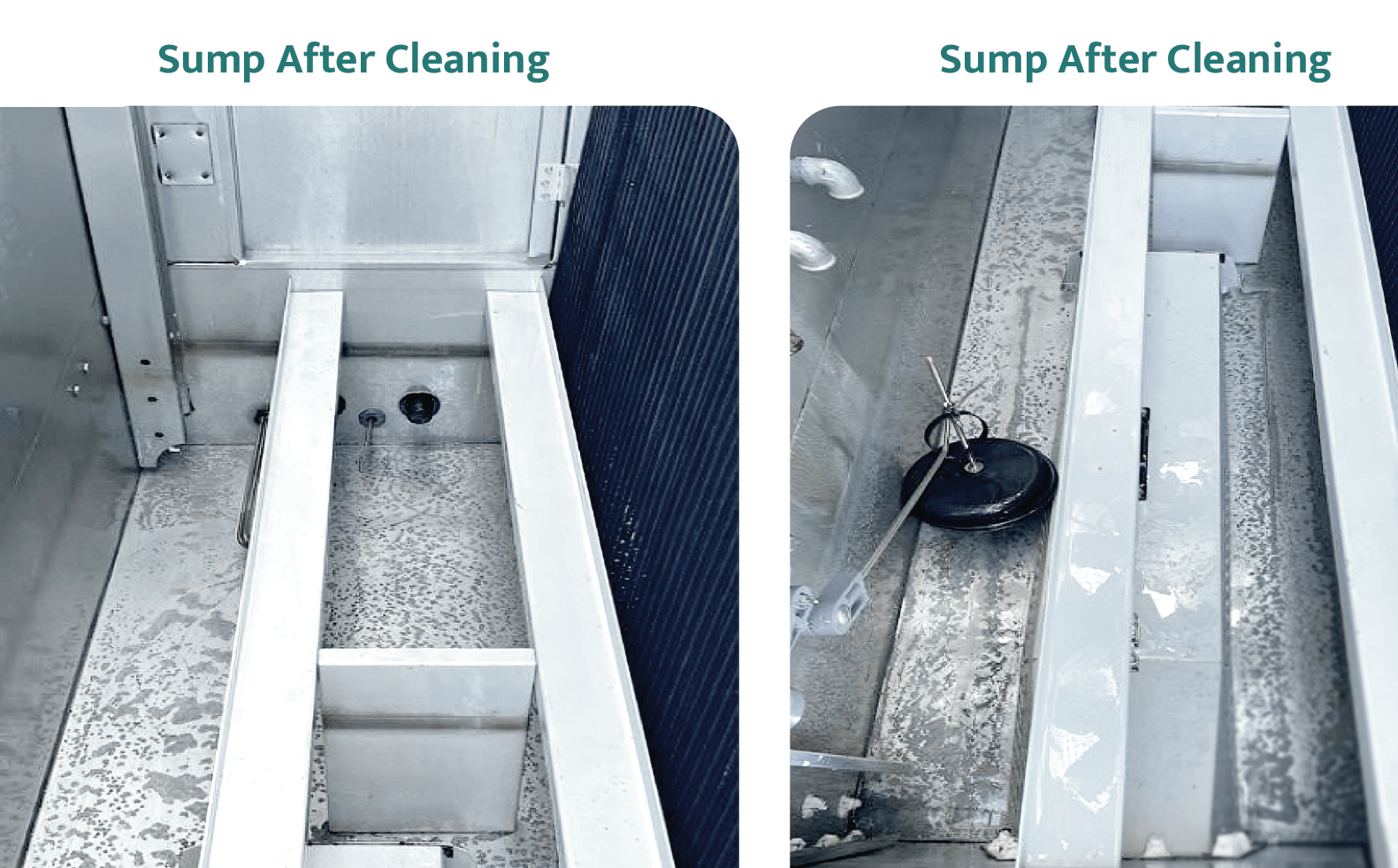
Figure 1 Corrosion issues on the newly installed towers (taken during the 6 monthly clean)
Although the mechanisms behind white rust formation are well understood, the practical implementation of preventative measures remains inconsistent, particularly in the field (please refer to the findings from the case study).
This paper revisits the issue in light of a recent site investigation involving the installation of new galvanised cooling tower by a main manufacturer in the UK. The tower in question is manufactured from mild steel and protected by a specialised galvanised coating which incorporates a zincrich layer to provide enhanced corrosion resistance. Despite this protective system, post-cleaning inspection revealed clear signs of coating deterioration and visible breakdown of the galvanised layer. The coating appeared dull, chalky and uneven in texture—early indicators of zinc corrosion typically associated with white rust.
As mentioned in the introduction, subsequent review of the commissioning records and operational data revealed that the cooling towers were brought into service without undergoing a formal passivation process.
The passivation step on such towers is critical for allowing the formation of a stable and protective zinc carbonate layer on the galvanised surfaces during the first few weeks and months of operation. In the absence of such treatment—especially under alkaline or high-oxidant conditions—zinc becomes vulnerable to aggressive corrosion, resulting in white rust, which not only compromises the aesthetic and structural integrity of the surface but can also lead to premature equipment failure.
This case raises several pertinent questions: Why was passivation omitted in this instance? Was the omission a result of oversight, lack of awareness, or perceived irrelevance by those managing the installation? More broadly, how many water treatment service providers routinely incorporate white rust prevention into their commissioning protocols for new galvanised systems?
Given the significant implications of early corrosion on system lifespan and performance, these questions merit closer examination.
The objective of this paper is threefold:
1. To revisit the chemical and environmental conditions that lead to white rust formation on galvanised steel.
2. To propose best-practice recommendations for the protection of new galvanised systems, drawing from both literature and field-based evidence.
3. Establishing knowledge on white rust in the UK
By highlighting both the theoretical and practical aspects of white rust prevention, this work aims to encourage a more consistent and proactive approach to commissioning galvanised equipment—one that acknowledges the critical role of early-stage corrosion control in long-term system reliability.
The Metallurgy of Zinc Coated Steel
The Metallurgy of Zinc Coated Steel Using Zinc to coat steel is one of the most economically effective ways to make steel less susceptible to corrosion. This is achieved in two main ways, barrier protection and galvanic protection:
1. Barrier protection: the zinc coating separates the steel from the corrosion environment and will corrode before the corrosive environment reaches the steel.
2. In galvanic protection the zinc is less noble or anodic to iron at ambient conditions and will therefore sacrificially corrode to protect the substrate steel.
The main processes followed in producing galvanised (zinc coated) steel are: hot dip galvanizing, thermal spraying and electrodeposition.
Irrespective of the method used, zinc is added to cooling systems to minimise the corrosivity of mild steel particularly when oxidising biocides are used on continuous basis and at higher levels during clean and disinfection processes.
White Rust Chemistry
White rust is a form of zinc corrosion that occurs on newly galvanised steel surfaces when exposed to certain water conditions. Unlike red rust, which forms on iron, white rust is a soft, white, powdery or gelatinous deposit composed primarily of zinc hydroxides and carbonates (Stewart and Wieliczka, 2003).
The key chemical reactions involved in white rust formation include zinc oxidation and the formation of zinc hydroxide which is a precursor to white rust (equations 1 and 2).
Equation 1 – Zinc metal is oxidized to form zinc ions:
Zn (s) → Zn2+ +2e–
Equation 2 – Formation of zinc hydroxide (a common white rust product):
Zn2+ + 2OH− → Zn(OH)2 (white precipitate)
In ideal conditions, zinc hydroxide reacts with dissolved carbon dioxide to form protective zinc carbonate (equation 3). This zinc carbonate layer acts as a passive protective barrier, preventing further corrosion.
Equation 3 – Formation of zinc carbonate
Zn2+ +CO32− → ZnCO3 (zinc carbonate)
However, if the water chemistry is not properly controlled, unstable zinc hydroxides and zinc oxides form instead of the protective carbonate layer (equation 4). This leads to continuous degradation of the galvanised coating, eventually exposing the underlying steel to corrosion.
Equation 4 – Formation of zinc oxide
Zn(OH)2 → ZnO+H2O
The following key factors should be observed when commissioning galvanised cooling systems to prevent the formation of zinc oxides (AWT, 212; EVAPCO, 2009; Nagle, 2012).
Factors Contributing to White Rust
When commissioning galvanised cooling systems, it’s critical to prevent the formation of zinc oxides, which can lead to white rust corrosion. This can be achieved by addressing or following the steps listed below:
1. Soft or Low Alkalinity Water:
Water with low calcium hardness and low alkalinity can be aggressive toward zinc. These levels can vary based on the cooling tower manufacturers as presented in table 1.
2. High Alkalinity and High pH:
Whilst low alkalinity is not desirable, highly alkaline and associated high pH conditions can also accelerate zinc hydroxide formation, which can lead to white rust. The recommended pH values for main UK suppliers are presented in table 1 and figure 2.
3. High Chloride and Sulphate Levels:
Chlorides and sulphates can aggressively attack zinc, preventing the formation of a protective carbonate layer. The recommended values of both are presented in table 1.
4. Improper Passivation:
New galvanised cooling towers require passivation to promote the formation of a stable, protective zinc carbonate layer. During this phase specific parameters must be followed (table 1).
If not properly passivated, the zinc remains in a reactive state and white rust forms, irrespective of the treatment programme followed and even if the parameters listed in steps 1 to 3 are followed at a later stage. Once the zinc layer is removed the tower will perform based on the corrosivity and susceptibility of mild steel as described in the following sections.
5. Microbiological Induced Corrosion:
Recent laboratories studies showed a strong link between the presence of sulphate reducing bacteria (SRB) and microbiological induced corrosion on galvanised surfaces (Bolton et al, 2010; Sungur et al, 2017).
6. Water Treatment Approach:
1. Disjointed approach, especially when the water treatment companies are not involved in the commissioning phase.
2. The water chemistry of the makeup water is often not considered prior to purchasing a galvanised system, this is often driven by cost rather than the suitability of galvanised systems.
3. Lack of guidance regarding what are the best inhibitor formulations that can be used to control corrosion on galvanised surfaces.
4. The complexity of the passivation process and long time it might take to properly achieve desired outcomes (weeks/months).
5. Moving to environmental applications and banning the use of chromates under acidic conditions. This ban came into force in the mid-1980s.
6. A growing trend towards using alternative inhibitors to phosphate based inhibitors.
7. Not taking into account other metals in the system, especially copper.
8. Regulatory recommendations and a move towards the use of oxidising biocides which are highly corrosive to galvanised surfaces. Including the need to clean and chlorinate systems using higher levels of oxidising biocides.
9. Some water treatment companies omit installing galvanised corrosion coupons to enable monitoring the condition of the galvanised layer. When installed, interpreting the results from corrosion coupons is often not straight forward and will need to be evaluated in the context of other factors and parameters.
10. Reliance on monitoring zinc levels in the circulating water to interpret vulnerability of the system: This practice might be misleading as the corroded zinc will often deposit as corrosion product and is not always detectable in the cooling tower recirculating water.
11. Limited reliance on adjusting the pH to prevent scale formation (especially in small systems). This is mainly due to difficulty in controlling the pH and concerns regarding handling acids.
12. In an effort to minimise water wastage the shift is currently to run cooling towers at higher cycles of concentration. To achieve higher cycles of concentration, some applications rely on modifying the water chemistry (for example through softening the makeup water, or using RO water as the feed).
13. The alternative to the above and in an effort to minimise water wastage, towers can run on lower cycles but use lower quality water. Such as untreated surface water or recycled water.
Unfortunately all of these changes do not take into account the requirements for maintaining galvanised steel and protecting it from corrosion. This risk of corrosion is highest when the tower is newly constructed due to the freshly exposed galvanised surface. This is why it is critical to follow a well defined start-up and commissioning procedure, taking into account the manufacturer’s recommendations during this initial critical step (table 1) (figure 2).
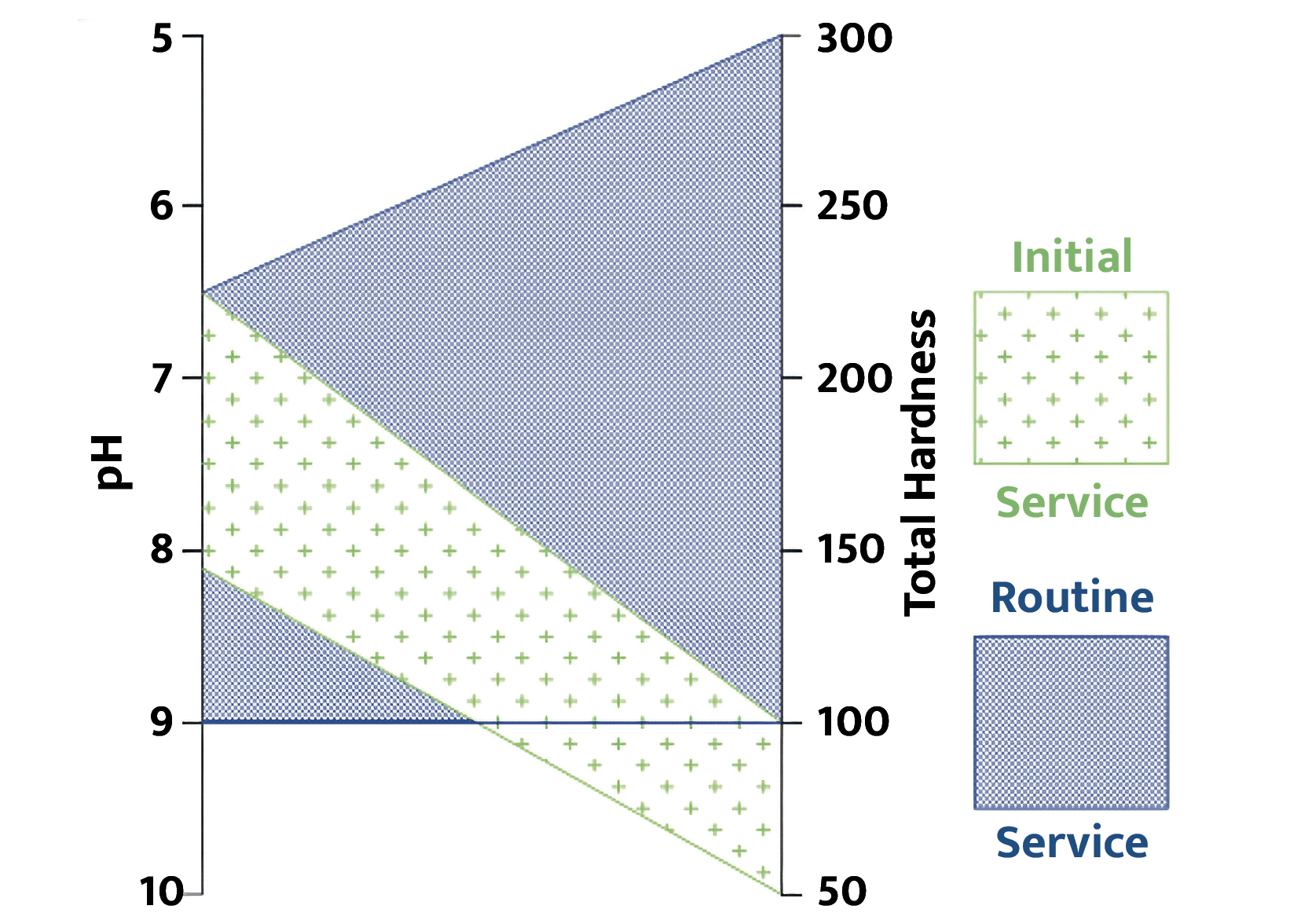
Figure 2 – pH operating range for galvanised towers (AWT 2012): Green Zone (“Initial Service”): Ideal range during system startup to passivate galvanised surfaces and form a protective zinc carbonate layer. This layer helps prevent white rust. Blue Zone (“Routine Service”): Acceptable operational range once the system is running normally. This region maintains zinc protection but is broader due to stabilized water chemistry and protective film formation.
Prevention and Treatment Strategies
protocols during the startup period. As listed above this might vary between different manufacturers and it is important to get this information from the cooling tower supplier (Keister, 2008; Kunz & Hines 1990).
What is also critical is the use of a phosphate/phosphonate based Corrosion Inhibitor to promote the formation of a stable zinc phosphate or zinc carbonate protective layer. In addition to phosphate the inhibitor must be formulated to suit the makeup water quality and the water circulated in the system.
It is also critical to avoid using soft water as the makeup to the cooling tower – If using softened water, it is important to blend in some hardness to maintain sufficient calcium levels. It is also important to take these main steps if deposit formation occurred:
1. Deposit analysis: when deposits form, it is critical to confirm that this is caused by white rust and differentiating this from calcium or zinc oxide-based deposits.
2. Physical inspection of the surfaces under the deposit to identify the level of impact on the galvanised surfaces and metal underneath.
3. Evaluating the impact of removing white rust and what is the condition of the metal when the deposit is removed. In old systems keeping the white rust deposits might be the better option.
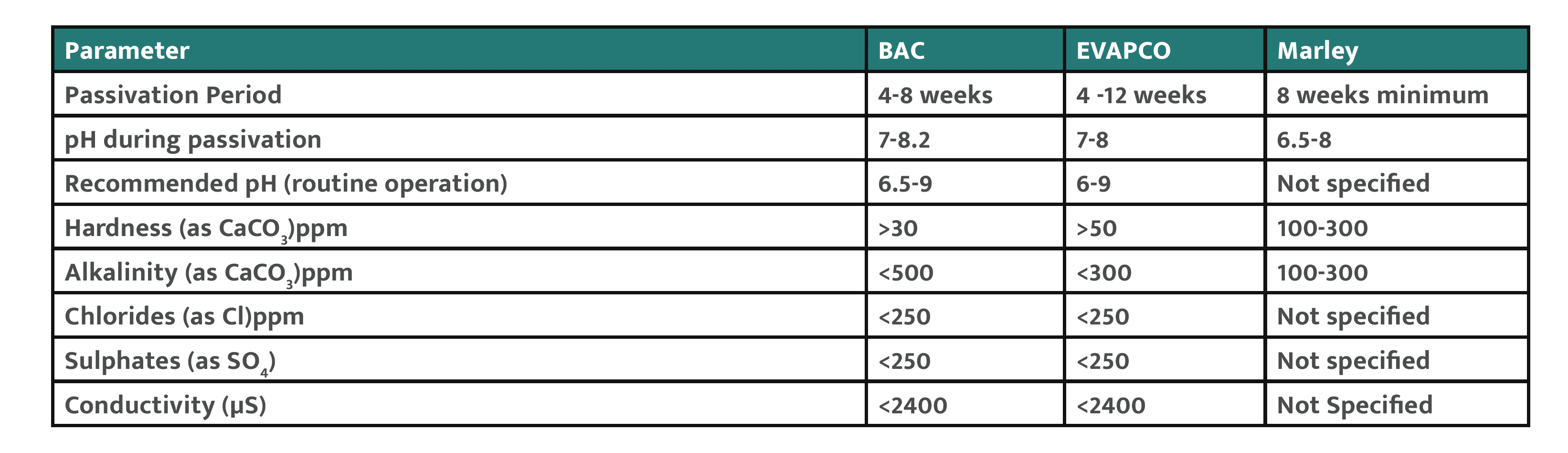
Table 1 – Some Recommended Water Parameters for Main Manufacturers in the UK (AWT, 2012)
Corrective Actions if White Rust Forms
If white rust has already developed the following corrective measures should be considered:
1. Adjusting pH and Water Chemistry – Reduce pH to below 8.0 and increase calcium levels.
2. Applying a Passivation Treatment – Using a phosphatebased or molybdate-based treatment to restore a protective film.
3. Physically Removing Deposits – Light mechanical cleaning to remove loose deposits without damaging the remaining zinc coating.
4. Chemical cleaning – using a soft brush with either a mild cleaning solution or week acid.
Complete removal of the galvanised layer
If the galvanised layer is completely removed, the system will effectively behave as if it were mild steel (AWT, 2012).
1. Rapid Corrosion Compared to Galvanised Steel – Unlike galvanised steel, mild steel corrodes much faster, especially in wet and oxygenated environments. This corrosion is also accelerated in the presence of chlorine or bromine (which are currently the main biocides used to control microbiological growth in cooling systems).
2. Rust Formation – Instead of white rust (zinc oxide), red rust (iron oxide) will form. The formation of red rust is often quicker especially in the presence of oxidising biocides and harsh environments such as those present in cooling systems.
3. Reduced Service Life – Without the protective galvanised layer the cooling system will corrode and deteriorate much quicker. As discussed earlier the zinc layer can act as a barrier to protect the mild steel underneath. Without this barrier the metal will degrade much faster, leading to potential failures.
4. Potential Water Quality Issues – Corrosion byproducts (iron oxides) can lead to blockages, fouling, or contamination in water systems.
5. Increased Maintenance Needs – To maintain performance and corrosion build-up, companies often tend to re-apply the zinc coating. However, without the proper passivation and treatment, a more frequent replacement to maintain performance is often needed.
Possible Solutions
1. Re-galvanisation or Protective Coatings: Applyingnew epoxy or polymer coating to replace the damaged galvanised layer.
2. Running the System as a Mild Steel System: Change the water treatment programme and run the system as a mild steel system. However, as discussed above this option might be problematic and would be high maintenance and a short-term solution.
3. Material Replacement: Sometimes galvanised towers are not suitable for the makeup or circulating water quality. As shown in figure 3, there are factors to consider prior to deciding on the type of metal used. Although the lower capital investment might be an incentive to install galvanised towers, the operating costs of maintaining these system might outweigh the benefits.
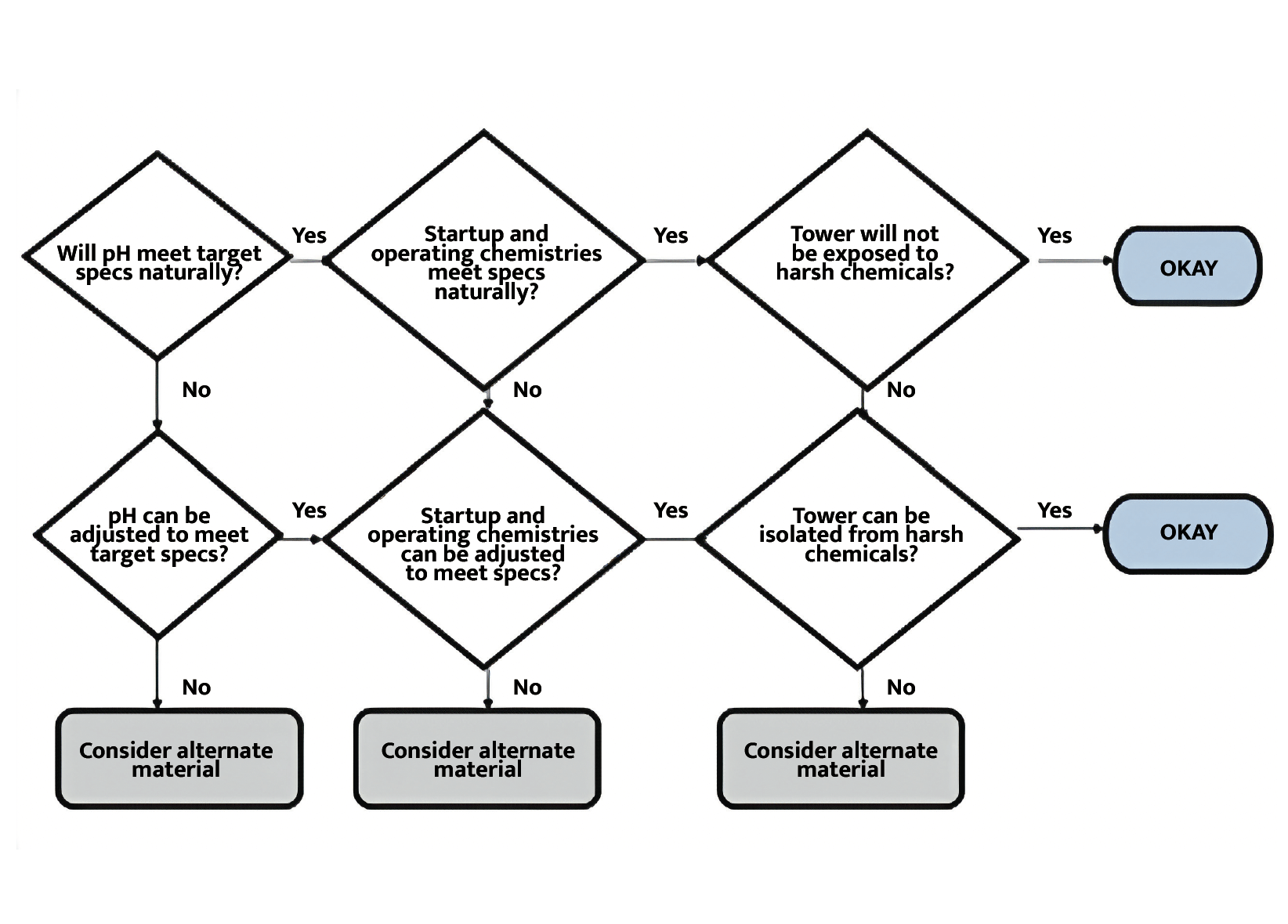
Figure 3 – Things to consider before installing a galvanised tower (AWT, 2012)
Case Study
To assess current industry knowledge and awareness on white rust in the UK, a structured survey was developed and distributed using both professional social media platforms (such as LinkedIn) and direct outreach to individuals and organisations within the water treatment and HVAC sectors. This dual approach aimed to maximise reach and ensure a diverse representation of respondents across various roles, including consultants, engineers, service providers, and site managers.
The survey consisted of seven targeted questions designed to evaluate knowledge, understanding the causes and consequences of white rust formation as well as understanding of typical preventative or remedial practices employed. Questions were a mix of multiple-choice, Likert scale and short-answer formats to capture both quantitative and qualitative insights.
The feedback from the survey reveals widespread concern regarding the understanding, management and training needs associated with corrosion, particularly white rust and the importance of proper passivation procedures in new cooling systems.
1. Need for Training and Knowledge Development
A recurring theme across responses was the urgent need for formal training within the industry:
This is a sample of the replies from the survey:
• “Corrosion awareness training required, including copper, brass etc. not just galvanised steel and mild steel.”
• “Account managers would benefit from training on white rust to enhance our understanding and better support our clients.”
• “Formal training is needed.”
• “Some training on how to spot white rust and how we can manage and prevent it.”
• “Never even heard of this before to be honest!”
Several contributors expressed concern that despite long careers in water treatment, they had not received any structured guidance on passivation:
• “I had been in the water treatment industry almost 40 years yet was never trained on passivation of new galvanised cooling towers.”
Another respondent noted a lack of awareness among those conducting risk assessments:
• “None of this is known to risk assessors.”
Overall a significant portion (86%) of participants had only minimum or some knowledge on white rust (figure 4).
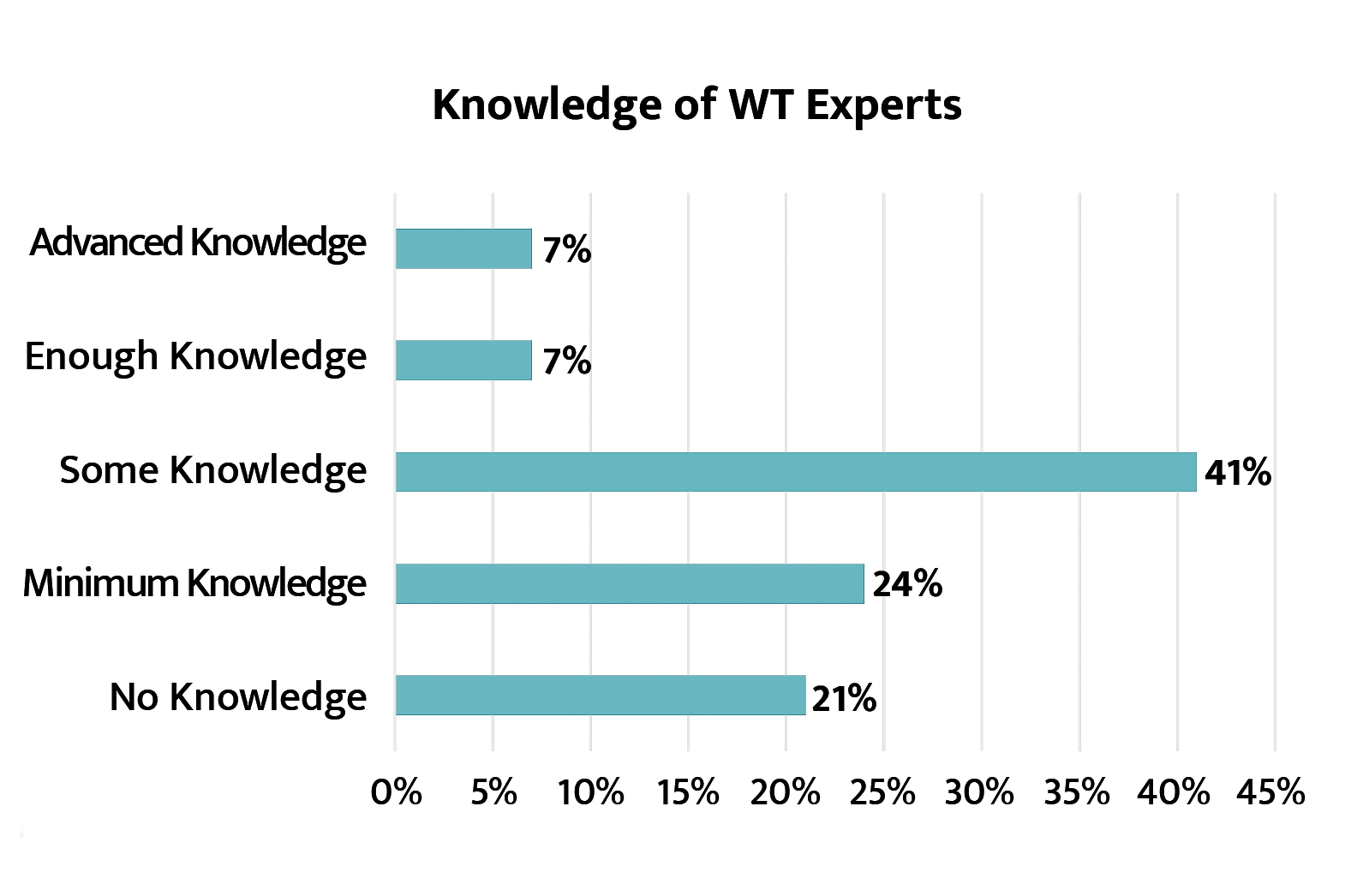
Figure 4 – Data showing the level of knowledge amongst participants
100% of participants highlighted the need to train professionals in the water treatment sector on white rust and 97% indicated that there is a need to extend this training to systems’ owners (figure 5).
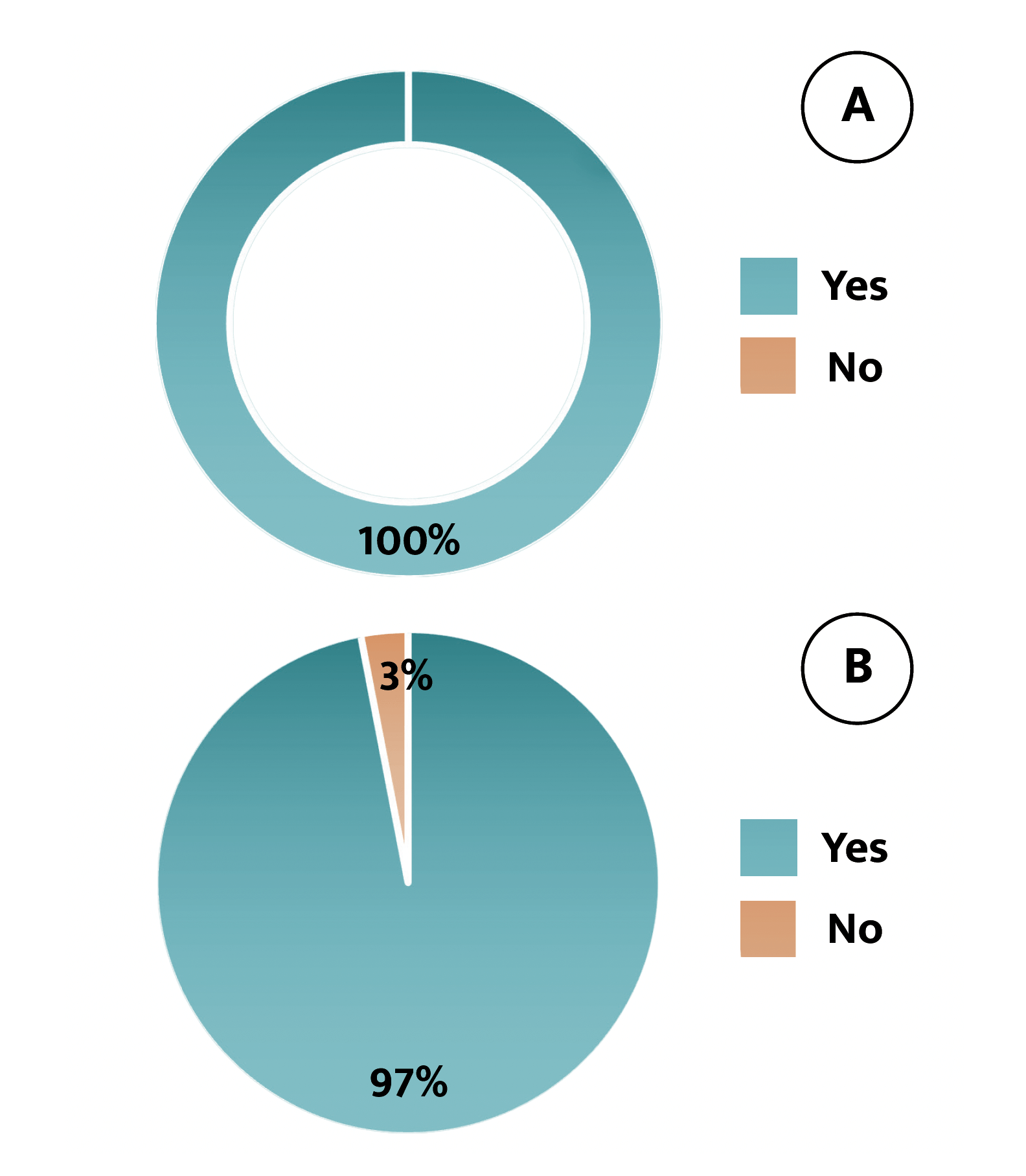
Figure 5 – Establishing training needs : Water treatment Professionals (A) / Systems’ owners (B)
2. Technical Understandings and Industry Gaps
The survey also highlighted the need for formal training to establish a unified and acceptable level of knowledge. The majority of participants indicated that they were either trained briefly in the field or had to read and learn out of necessity about the topic. This is creating a vast gap in knowledge and inconsistency in the level of training delivered (figure 6).
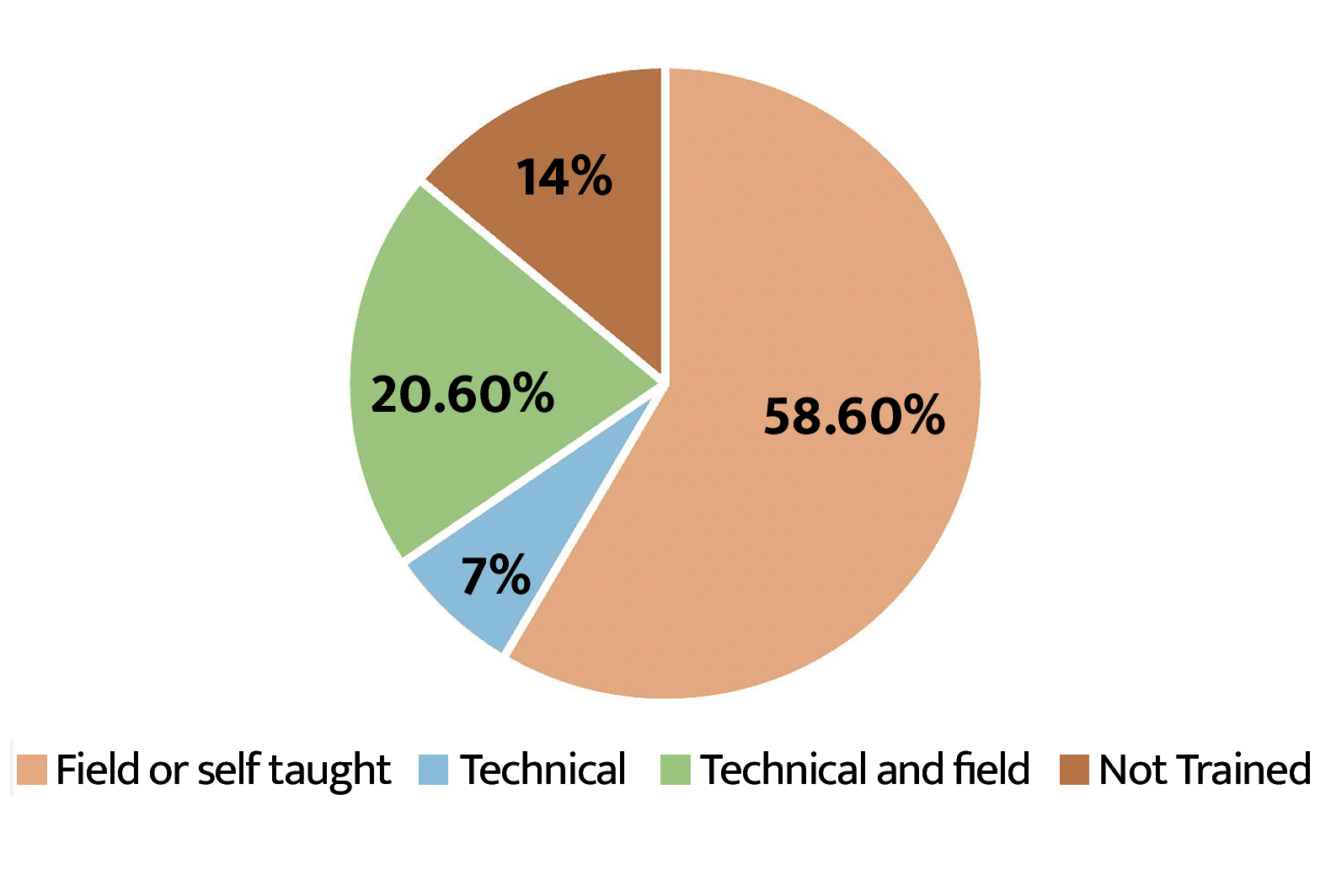
Figure 6 – Training methods as identified from the field data
This high level of field training or no training is leading to lack of in-depth knowledge on white rust and many participants highlighted the confusion surrounding white rust and corrosion processes in general. Below are some of the direct quotes:
• “White rust is often mistaken as scaling even by risk assessors.”
• “Knowledge within water treatment and refrigeration is severely lacking. Customers fail to understand the importance and the industry doesn’t do enough to properly address this issue.”
3. Passivation Process
The data from this section tried to specifically focus on the passivation of galvanised cooling systems and establish what experiences water professionals often face in the field (figure 7).
Several contributors stressed the necessity of passivating all new systems, regardless of metallurgy:
• “All new cooling systems should be passivated, regardless of the metallurgy.”
Some shared personal experiences demonstrating how education helped customers make better decisions:
• “Customers generally understand the need, and costs, for passivation when explained to them. I have some horror stories that generally convince them that it’s worth spending money to protect their investment.”
Misinterpretations of passivation protocols were also addressed:
• “Passivation takes time and should be recorded with pictures. It’s not just running with 3x inhibitor for a week as often misinterpreted in water treatment manuals.”
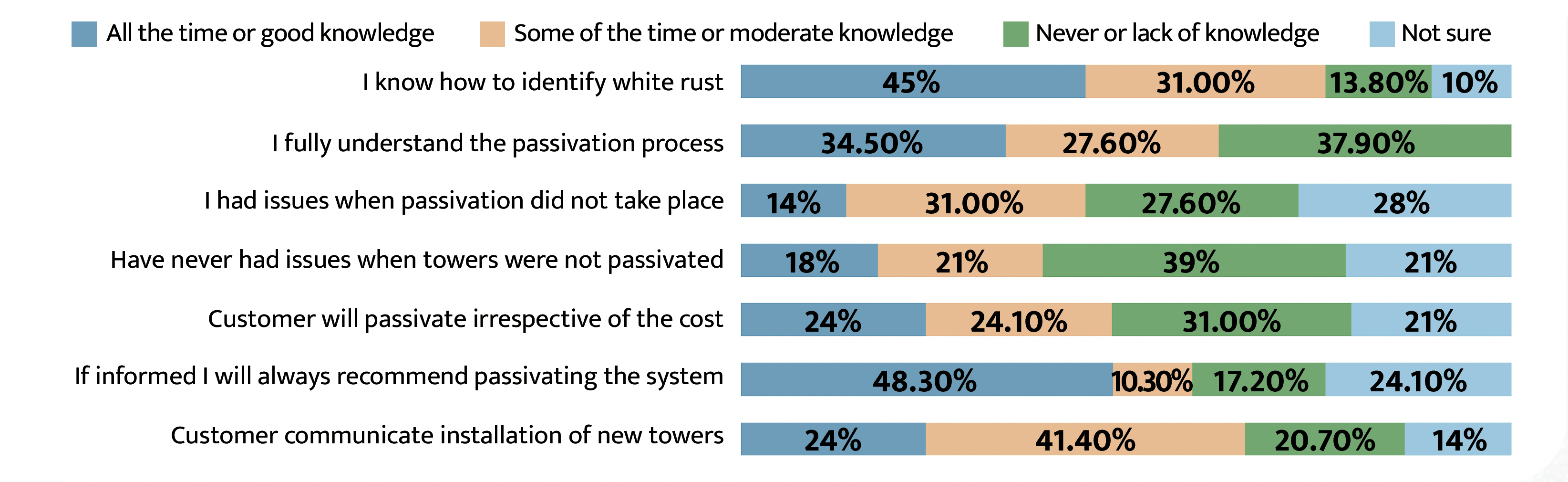
Figure 7 – Responses on tower passivation
Effective engagement with clients and stakeholders was also mentioned:
• “Active engagement with the site Responsible Person—once explained what needs to be done, they’re generally on board.”
• “Consultants and water treatment companies should recognise that passivation takes time and should be properly documented.”
Visual documentation and site surveys were considered critical tools:
• “Fouling surveys with photographic evidence are critical for evidencing the white rust formation, especially where customers are not prepared to passivate the towers.”
To summarise, it was apparent from the responses the inconsistent knowledge and practices among respondents regarding passivation practices in cooling towers:
1. Less than 50% of participants felt confident in identifying white rust.
2. Understanding of the passivation process was weak with nearly 38% lacking knowledge.
3. Experience with issues due to lack of passivation was mixed and many respondents were unsure how to identify white rust if problems occurred.
4. The question on Customer behaviour raised serious concerns and only 24% indicated that customers would passivate their systems regardless of cost.
5. Worryingly less than 50% of participants indicated that they have in the past recommended passivation of new systems.
Conclusion
The formation of white rust on galvanised steel surfaces is a preventable but a frequently encountered issue affecting galvanised cooling systems.
We believe that the absence of proper passivation procedures—often due to miscommunication, a lack of technical understanding, or the incorrect assumption that it is an optional step—can lead to rapid deterioration of protective coatings, exposure of the underlying mild steel and significant long-term damage to critical cooling infrastructure.
The consequences are not limited to aesthetic degradation; they extend to reduced system efficiency, increased maintenance costs and potential equipment failure. To address these risks, passivation must be universally recognised and implemented as an essential part of the commissioning process for all newly installed galvanised systems.
To address these risks, passivation must be universally recognised and implemented as an essential part of the commissioning process for all newly installed galvanised systems.
This requires early involvement of water treatment professionals, clear communication between contractors and site personnel and strict adherence to manufacturer-recommended startup procedures and water chemistry parameters.
Furthermore, as the industry continues to evolve towards more sustainable and environmentally conscious practices, it is crucial to balance these goals with the need to preserve system integrity through scientifically grounded corrosion control strategies.
A key barrier to effective passivation and corrosion control is the lack of structured, consistent training across the industry. Results from this research indicate that many professionals involved in the installation, commissioning and maintenance of galvanised systems possess only partial or no knowledge of passivation protocols. This knowledge gap leads to inconsistent practices, misinterpretation of guidelines and ultimately system failures that could have been avoided.
To overcome this, the industry must prioritise the development and delivery of comprehensive training programs that are:
• Role-specific, addressing the needs of installers, site engineers, water treatment specialists, and facility managers.
• Standardised, ensuring alignment with manufacturer’s recommendations and industry best practices.
• Continuously updated, to reflect evolving technologies, materials, and environmental regulations.
By embedding these practices into standard procedures, the industry can move toward a more proactive and preventative model of system management, ensuring longer service life, improved performance and greater return on investment for all stakeholders involved.